As a new project an assembly line is going to be designed, along with the necessary tools and machines. In the assembly line a power assisted system will be mounted. The assembly model was obtained from the net, being modelled after a real example.
In spite of not being wholly technically correct, it will be considered valid to design the assembly line.

Photo of the real power steering system

3D model view
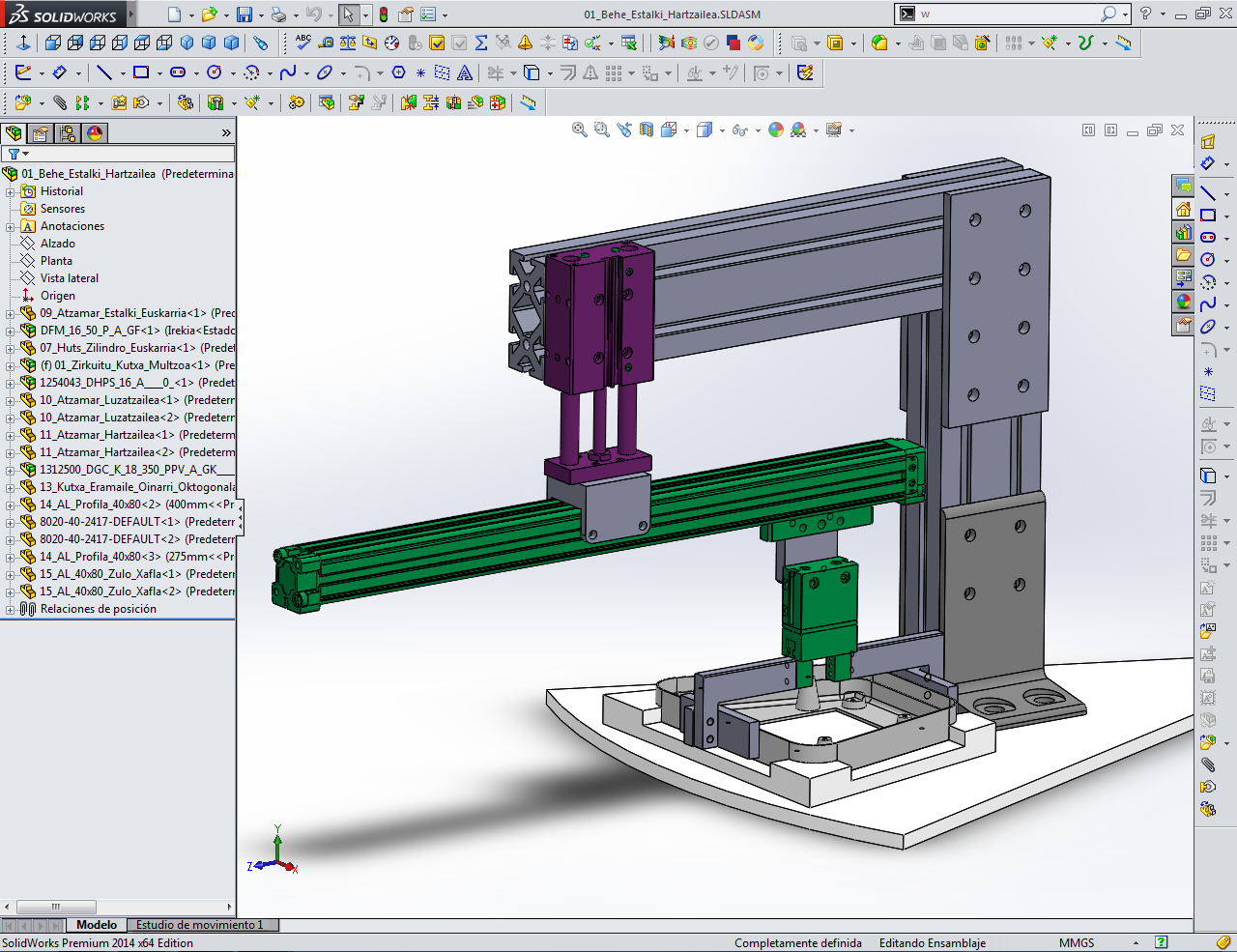
The system is going to be divided in different sub-assemblies, that will be mounted together to form the system. The first sub-assembly for which the assembly line will be designed is the hydraulic system body.

Hydraulic body view, with partially shaded bodies
The first step is to decide the order in which the components will be assembled. To this purpose a section view is prepared.

Section view

Section view, with the components identified and labeled
Once the components have been identified, the order and component in which they will be assembled is defined, naming each operation:
| Operation | A | |
 |
||
| Components | Location | |
| 02 – Bottom bearing
03 – Bearing cap |
–> | 01 – Steering shaft body |
| Operation | B | |
 |
||
| Components | Location | |
| 04 – Middle bearing
06 – Valve shaft seal |
–> | 07 – Turning shaft |
| Operation | C | |
 |
||
| Components | Location | |
| 13 – Body seal
14 – Bearing seal |
–> | 16 – Bearing body |
| Operation | D | |
 |
||
| Components | Location | |
| 10 – Valve seals | –> | 11 – Valve body |
| Operation | E | |
 |
||
| Components | Location | |
| B | –> | A |
| Operation | F | |
 |
||
| Components | Location | |
| 05 – Turning shaft body
05a – Shaft body bolts |
–> | E |
| Operation | G | |
 |
||
| Components | Location | |
| 08 – Bottom shaft seal
09 – Bottom shaft seal |
–> | F |
| Operation | H | |
 |
||
| Components | Location | |
| D
12 – Upper shaft seal |
–> | G |
| Operation | K | |
 |
||
| Components | Location | |
| 15 – Upper bearing | –> | H |
| Operation | M | |
 |
||
| Components | Location | |
| C
17 – Blocking lid |
–> | K |
The second sub-assembly to be defined, mounted in a process parallel to the first, is he cardan joint system for the turning shaft. (The model is not technically correct, but it is enough for have the assembly process defined)

Cardan joint and steering wheel shaft view
In the assembly the circlips holding the cross and the shaft are omitted. The parts are labeled and numbered:
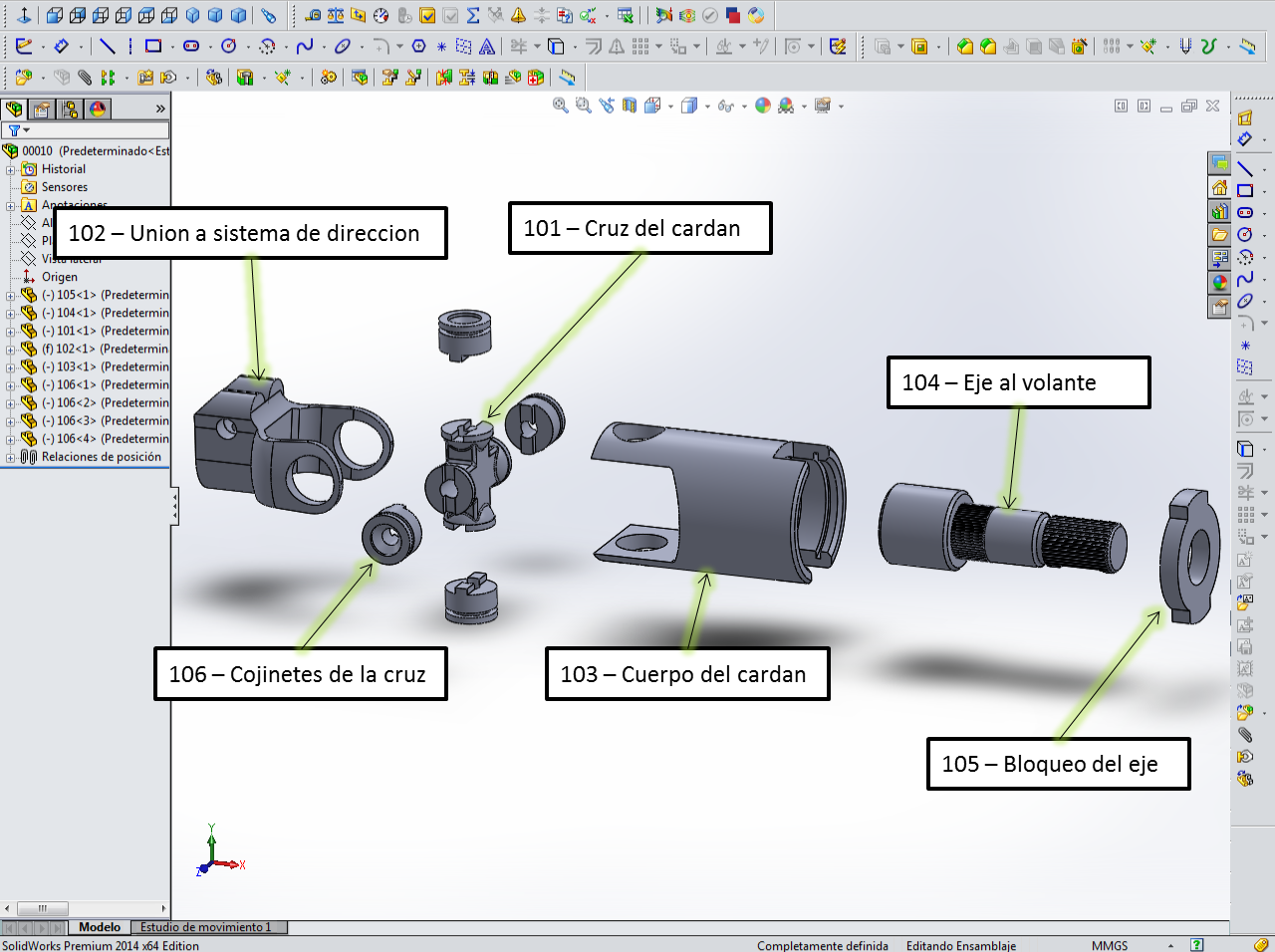
Labeled and numbered components
Each operation for this sub-assembly is defined and named:
| Operation | N | |
 |
||
| Components | Location | |
| 104 – Shaft to the steering wheel
105 – Shaft blocking cap |
–> | 103 – Cardan joint body |
| Operation | P | |
 |
||
| Components | Location | |
| 101 – Cardan joint cross
106 – Cardan cross bushings |
–> | N |
| Operation | R | |
 |
||
| Components | Location | |
| 102 – Joint to the steering system
106 – Cardan cross bushings |
–> | P |
The third sub-assembly is the coonection rod to the wheel:

Section view of the connecting rod
The components are numbered and labeled:

Assembly components
The assembly process is defined:
| Operation | S | |
 |
||
| Components | Location | |
| 204 – Upper bushing
205 – Connecting rod 203 – Bottom bushing 201 – Ball joint to the steering shaft |
–> | 202 – Ball joint nut |
The fourth sub-assembly is the ball joint connecting the rod and the wheel:

Ball joint sectioned view
The components are numbered and labeled:

Assembly components
The assembly process is defined:
| Operation | T | |
 |
||
| Components | Location | |
| 304 – Ball joint shaft
305 – Bushing 302 – Bushing cap 303 – Dustproof cap |
–> | 301 – Ball joint body |
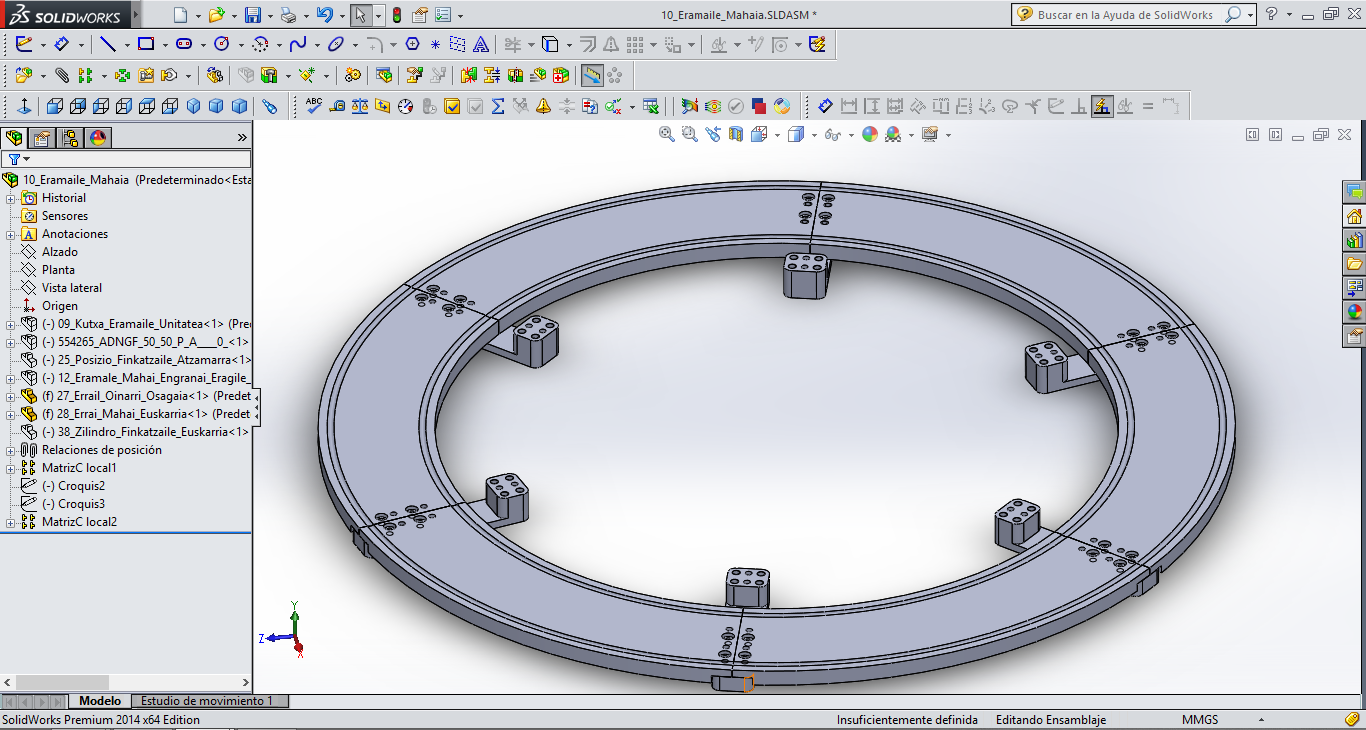
In the first sub-assembly the steering shaft, the hydraulic cylinder, the cylinder seals and the shaft pusher are set up. In this operation the shaft must be displaced not to collide with the turning shaft. The components are labeled and numbered:

Assembly components

Assembly components
The assembly process is defined:
| Operation | V | |
 |
||
| Components | Location | |
| 20 – Inner seal
24 – Shaft piston seal |
–> | 18 – Steering shaft |
| Operation | W | |
 |
||
| Components | Location | |
| V
19c – Push bushing 19b – Pusher 19a – Pusher spring 19 – Pusher cap 21 – Nut |
–> | M |

Detail showing the shaft eccentricity during the assembly step and the turning shaft teeth
| Operation | X | |
 |
||
| Components | Location | |
| 22 – Hydraulic cylinder
23 – Outer seal |
–> | W |
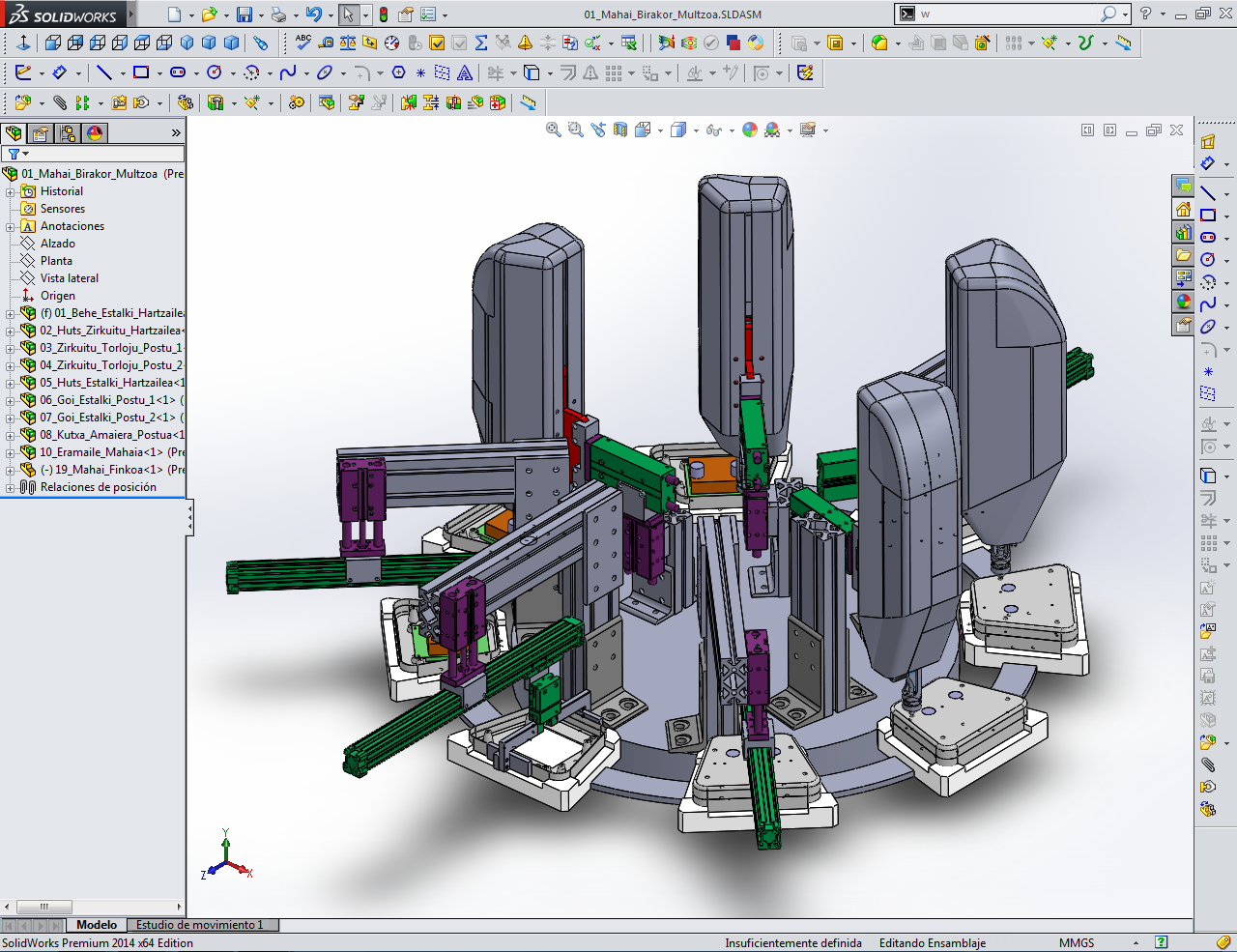
The next step is to mount the connecting rod, ball joint and cardan joint sub-assemblies, toghether with dustproof bellows. This will complete the steering system’s mechanical part, except for the pipes and the pieces which fix it to the chassis:

Steering system components
The assembly process is defined:
| Operation | Y | |
 |
||
| Components | Location | |
| R
S T 25 – Dustproof bellow |
–> | W |
The rest of the components are considered as auxiliary, so they are not going to be mounted in the same assembly line.

Finished assembly
With the process defined, the next step is to decide the exit frequency of finished assemblies from the line, design the layout of the assembly line and design the necessary machines and tools for the assembly process.